Oil & Gas, Pressure Measurement, Utility
Pressure Transmitter to Detect Burner Flame Instability
Large-scale industrial installations such as refineries and chemical plants often have large direct-fired heaters that are used in the processing of fluids and gases. Such heaters must now be designed to minimize NOX emissions to meet Federal clean air requirements and much research has also gone into finding ways to make the burning process more efficient. Clean air is important, and even small increases in combustion efficiency can result in hundreds of thousands of dollars in fuel savings over the course of a year.
The technology to reduce emissions and improve efficiency in large-scale heaters is complex, but for gas-fired heaters part of the solution is to run the natural gas feeding the burners at a reduced pressure to allow for more complete combustion. But running lower burner gas pressures increases the risk of a flame-out – and restarting a large heater could cost hours of downtime.

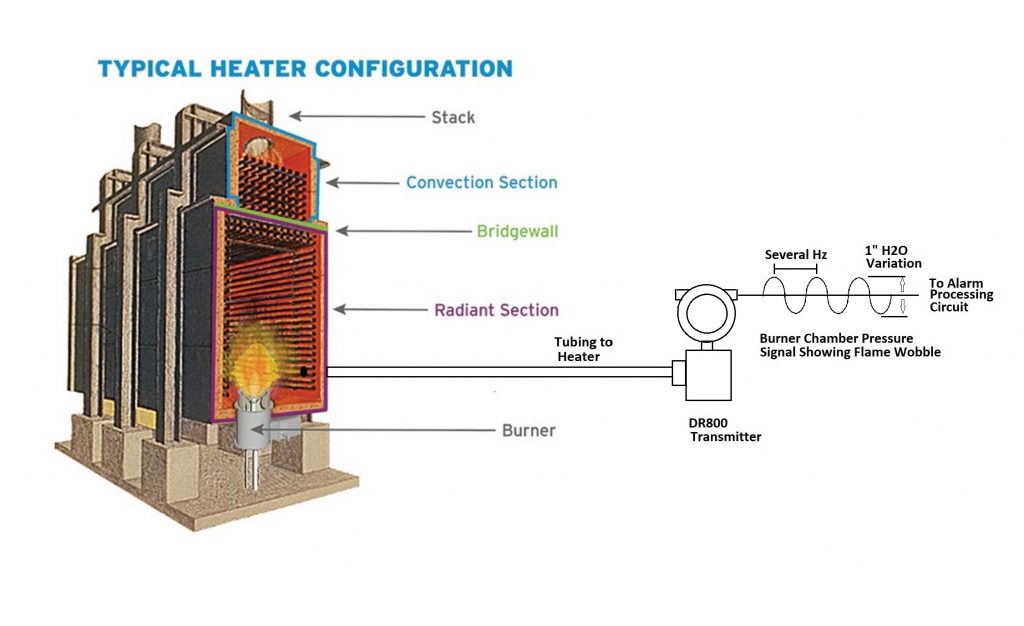
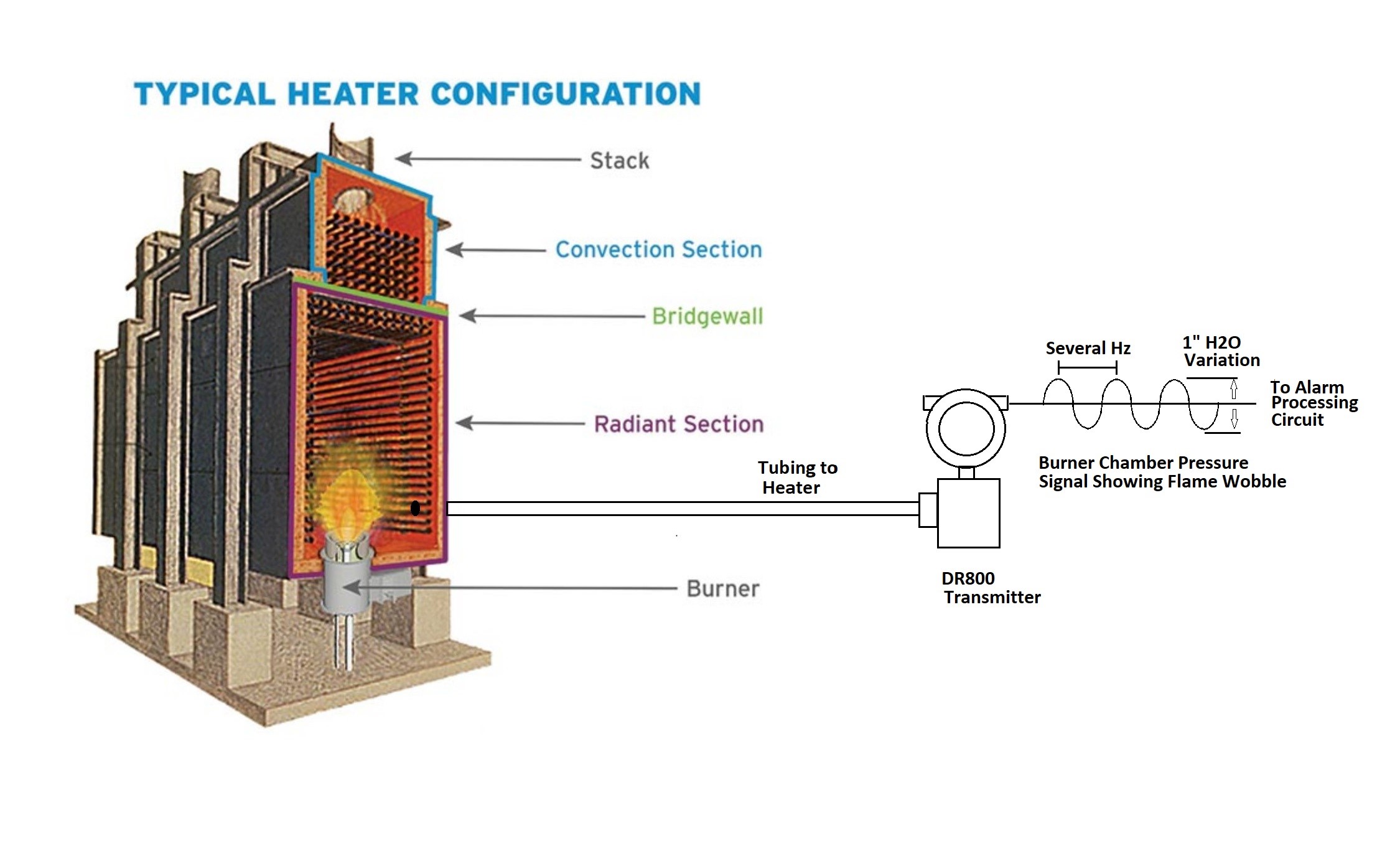
A major oil company that was retrofitting low NOX burners into their heaters decided to design a system that would detect the conditions present in the combustion chamber just before a flame-out. When a burner flame becomes unstable it wobbles – much like a candle flickers just before going out. Because the burners are enclosed, the air pressure inside the heater will exhibit a characteristic oscillatory behavior just as the flame begins to fail. The air pressures inside the heater are low – just a few inches of water – and this pressure will vary at a characteristic frequency of a few Hz just before flame-out.
Refinery burners are very large – often the size of a large building. Because of the huge volumes inside the burner chamber, the pressure variance when the flames are wobbling is very slight.
Validyne developed a version of the DR800 that is sensitive enough to detect the low heater pressures, yet responsive enough to capture the pressure waveform prior to a flame-out condition. The electronics of the DR800 were modified to pass frequencies up to 50 Hz and the damping circuit was bypassed. The modified DR800 is capable of passing low pressure variations up to 10 Hz with no distortion. The DR800 is FM approved as an intrinsically safe device for Class I, Div 2, Groups B, C and D hazardous locations and is ideal for this application in oil refineries.

The customer developed a signal processing algorithm that detected a pending flame-out condition in their burner from the character of the DR800 signal. This involves analyzing the signal for the right combination of frequency and amplitude of air pressure that occurs prior to a flame-out. When this situation is detected, a warning light is displayed on the operators control panel and action can be taken to avoid a flame-out and time consuming restart.
The major refinery operators – Exxon, Chevron, Union, etc – will be able to develop a detection algorithm suitable for each individual heater configuration. Another potential market is the burner manufacturers such as Zeeco, John Zink and others, who are purveying low NOX systems.
If you found this article useful, click here to subscribe to our newsletter for monthly emails with application notes and product solutions. Feel free to contact our sales engineers at sales@validyne.com for more information on the products and solutions in this application note. Get more information on the DR800 pressure transmitter by visiting the product page. Visit the Low Pressure Transmitter page for more offerings.
Related posts

Aerospace, Pressure Measurement
Preventing Pressure Port Contamination – Best Practices for Long-Term Performance
Pressure port contamination is one of the most common — and preventable — causes of sensor failure. Dust, oil mist, particulates, biological debris, or corrosive materials entering the pressure ports…
Aerospace, Oil & Gas
How to Choose a Differential Pressure Sensor for Industrial Gas and Steam Monitoring
Industrial gas and steam systems require precise pressure measurement to ensure safe, efficient operation. These environments are challenging due to high temperatures, vibration, condensation, and corrosive media. Selecting the right…
Aerospace, medical, Pressure Measurement
Understanding Zero Drift, Span Shift & Long-Term Stability and Differential Pressure Sensors
Pressure sensor accuracy isn’t determined only at the moment of calibration. Over days, weeks, or years, every pressure sensor experiences some degree of zero drift, span shift, and long-term stability…
Aerospace, Automotive, Data Acquisition, Military, Oil & Gas, Pressure Measurement, University, Utility
Inside Validyne Manufacturing: How Precision Manufacturing Improves Sensor Quality and Lead Time
Why In-House Machining Makes the Difference One of Validyne’s biggest advantages, and one that most sensor companies cannot match, is that we machine almost every metal component of our sensors…
Aerospace, Pressure Measurement
How to Calibrate Differential Pressure Sensors in Extreme Cold
Calibrating pressure sensors at very low temperatures, especially below -20°C, is a challenge for many manufacturers. Metals contract; mechanical stresses intensify causing traditional strain-gauge sensors to drift significantly. Validyne’s VR-based…Comments are closed





{kind=link}